Պրիզմաների սոսնձում. Լինզայի սոսնձման լայնորեն օգտագործվող մեթոդ
Ապրանքի նկարագրություն
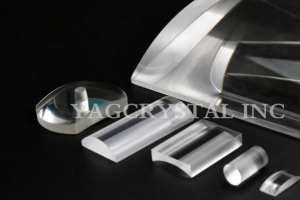
Լինզաների սոսնձման լայնորեն օգտագործվող մեթոդը օպտիկական սոսնձման մեթոդն է, որը արագ սոսնձվում է ուլտրամանուշակագույն ճառագայթների ազդեցության տակ: Հաճախ երկու կամ ավելի լինզաների թերթեր են սոսնձվում միմյանց՝ երկու ուռուցիկ լինզաներ և գոգավոր լինզաներ՝ հակառակ R արժեքներով և նույն արտաքին տրամագծով, սոսնձվում են միմյանց հետ սոսնձով: Սոսնձեք, ապա վրադրեք ուռուցիկ լինզաների սոսնձված մակերեսը և գոգավոր լինզաների սոսնձված մակերեսը: Մինչև ուլտրամանուշակագույն սոսնձի կարծրացումը, լինզաների էքսցենտրիկությունը հայտնաբերվում է օպտիկական հայտնաբերման գործիքով, ինչպիսին է էքսցենտրիկության չափիչը/ցենտրոմետրը/կենտրոնացման չափիչը, այնուհետև նախնական կարծրացվում է ուլտրամանուշակագույն լույսի կետային աղբյուրի ուժեղ ուլտրամանուշակագույն ճառագայթմամբ, և վերջապես տեղադրվում է ուլտրամանուշակագույն կարծրացման տուփի մեջ (կարող է օգտագործվել նաև ուլտրամանուշակագույն մակերեսային լույսի աղբյուր), և թույլ ուլտրամանուշակագույն լույսը երկար ժամանակ ճառագայթվում է, մինչև սոսինձը լիովին կարծրանա, և երկու լինզաները ամուր կպցվեն միմյանց:
Օպտիկական պրիզմաների սոսնձումը հիմնականում թույլ է տալիս օպտիկական բաղադրիչներին բարելավել օպտիկական համակարգի պատկերի որակը, նվազեցնել լույսի էներգիայի կորուստը, բարձրացնել պատկերի պարզությունը, պաշտպանել մասշտաբի մակերեսը և հետագայում օպտիմալացնել մշակման գործընթացը՝ նախագծային պահանջները բավարարելու համար։
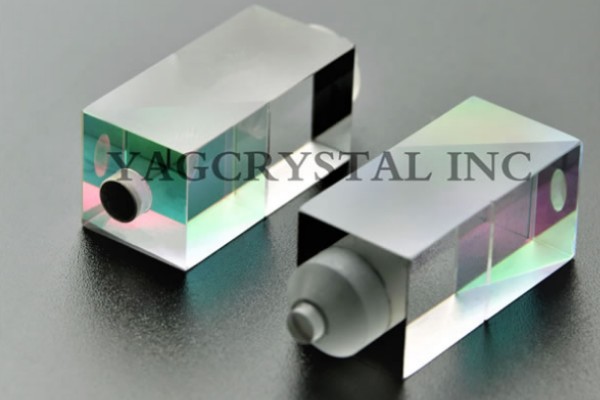
Օպտիկական պրիզմաների սոսնձումը հիմնականում հիմնված է օպտիկական արդյունաբերության ստանդարտ սոսինձի օգտագործման վրա (անգույն և թափանցիկ, նշված օպտիկական տիրույթում 90%-ից ավելի թափանցելիությամբ): Օպտիկական սոսնձում օպտիկական ապակե մակերեսների վրա: Լայնորեն օգտագործվում է ոսպնյակների, պրիզմաների, հայելիների և օպտիկական մանրաթելերի վերջնական կամ միացման համար ռազմական, ավիատիեզերական և արդյունաբերական օպտիկայի մեջ: Համապատասխանում է օպտիկական սոսնձման նյութերի MIL-A-3920 ռազմական ստանդարտին:
Հատկանիշներ
Օպտիկական պրիզմա։ Սոսնձման միջոցով ստացված օպտիկական մասերի օպտիկական և մեխանիկական հատկություններն ապահովելու համար սոսնձման շերտը պետք է համապատասխանի հետևյալ պահանջներին.
1. Թափանցիկություն՝ անգույն, առանց փուչիկների, առանց մշուշի, փոշու մասնիկների, ջրանիշերի և յուղի մշուշի և այլնի։
2. Սոսնձված մասերը պետք է ունենան բավարար մեխանիկական ամրություն, իսկ սոսնձի շերտը պետք է լինի ամուր՝ առանց ներքին լարվածության։
3. Մակերեսային դեֆորմացիա չպետք է լինի, և այն բավարար կայունություն ունի ջերմաստիճանի, խոնավության և օրգանական լուծիչների ազդեցության նկատմամբ։
4. Երաշխավորել ցեմենտացված պրիզմայի զուգահեռ տարբերությունը և սպասման հաստության տարբերությունը, ապահովել ցեմենտացված ոսպնյակի կենտրոնական սխալը և ապահովել ցեմենտացված մասի մակերեսային ճշգրտությունը: